1200万画素のカメラ方式の色彩計を搭載!絵柄で測れる色・絵柄検査装置絵柄や模様を含むパッケージの測色、大判の印刷物の色ズレ・色ムラ検査が可能、立体物の測定も可能
PPLB-210 色・柄検査装置の特徴
PPLB-210の特徴

- ポスター等の大型サンプルの測定が可能
- 各エリアごとに色比較を一目で見る事が可能。⊿E、⊿L、⊿a、⊿b値の比較がすぐに出来ます。保存データを呼び込み比較も可能。
- 『2次元(面)』で測定が可能。各ピクセル毎のLab値を測定します。
- アップライト型で汎用性が高い
- 暗室空間の為、測定結果が安定
- 立体物も測定可能
- 色分布一致度の比較が可能
- 人の目の感度で測定が可能
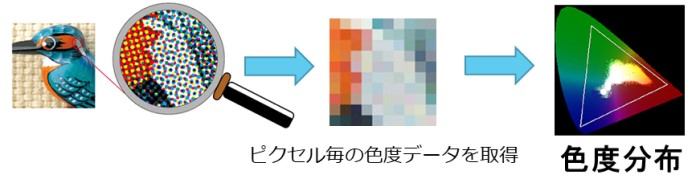
2次元で測定(面測定)、ピクセル毎の色度データ取得可能
PPLBカメラではピクセル単位で色情報を取得しています。下の例では、取得した画像の任意のエリアの色度分布が色度図上にマッピングされています。
二次元色彩計で取得した画像から選択したエリアの色分布取得イメージ
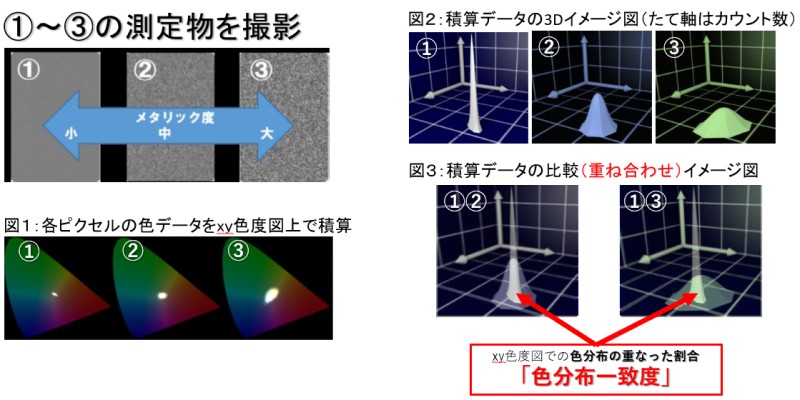
色分布一致度とは・・・基準品と検査品の色の分布度合いを比較可能!
色分布一致度とは
独自の判定方式です。測定領域の1 ピクセル毎の色情報をxy色度図 にプロットし積算データとして表現します。(右図は色の積算データの3Dイメージ)基準品と測定対象のデータを比較し、積算データの全体に対する重なり合った割合を「色分布一致度」と呼びます。
「色分布一致度」とLab値や⊿Eとの違い
⊿Eは平均値で算出したLabを使用するのに対し、色分布一致度は広範囲の色の積算データ(平均化していない)をそのまま比較します。
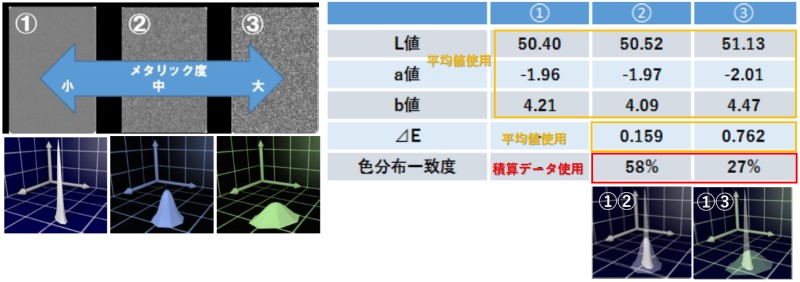
表の通り、上記①~③の測定物の平均Lab値の測定結果は見た目に比べて違いが少なく、①を基準に①-②と①-③の⊿Eはほとんど変わらず低い値になっています。それに対して、色分布一致度(%)を見てみると値は大きく変わっている事がわかります。
PPLB-210 導入例
印刷検査での導入例
基準品との色ズレを領域ごとに精確に判定
Step① 基準になる製品と検査品を用意。基準品の色と柄を領域ごとに検査します。
基準品
検査品

製品にはカーテンが付き実際の測定は暗室空間で行います。
Step② モニター上で細かい領域に区切られ検査結果が表示されます。

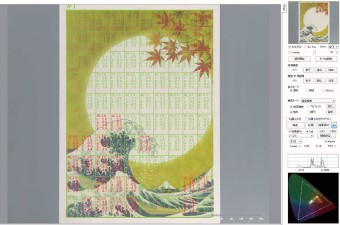
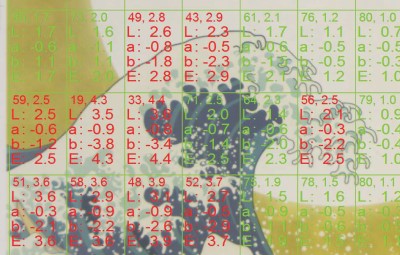
Step③ 各領域の色差、色分布一致度が表示されます。
※測定結果の⊿は省略して表示しています。
Step④ 領域ごとに色と質感を数値化、基準品との一致度を検査します。
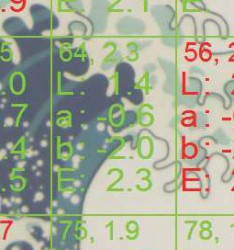
一致度の高い部分(緑で表示)
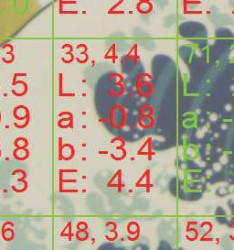
一致度の低い部分(赤で表示)
用途
- 印刷業界:絵柄・模様を含むパッケージの測色等
- 半導体業界:ウェーハ表面の色測定、各種処理前後の均一性検査、面測定での効率化等
- 建築・建材業界:木目建材の測色等
- 衣類・繊維業界:絵柄・模様を含む衣類や布の測色等
- 自動車業界:木目を含む車内装の測色等
概略仕様
| 機種 | PPLB-210 |
|---|---|
| 有効画素数 | 約1200万画素 |
| 有効画素数 | 4112(H)×3008(V) |
| 画素取込時間 | 1.5秒以内 |
|
S/N比
|
60dB以上 |
| レンズマウント | Fマウント |
|
本体サイズ
|
約W1200×D1380×H1950mm |
|
質量
|
50kg~60kg |